杠杆配资开户官网 滚珠丝杆安装支撑座

平行度校准是滚珠丝杆安装的核心环节,直接影响设备的传动精度、噪音水平与使用寿命。对于半导体设备、光学检测仪器等高精度场景,平行度偏差甚至会导致产品报废。深圳市海威机电有限公司作为HIWIN集团授权经销商,深耕精密传动领域25载,能为客户提供专业的平行度校准指导,确保安装质量符合要求。
一、初步定位与基准线设置
关键步骤:
支撑座初步固定:将丝杆两端支撑座放置在安装基座上,用手拧紧固定螺栓(暂不锁紧);
基准线确定:以机床导轨或设备机架的基准面为参考,用激光准直仪或拉线法设置平行基准线;
丝杆位置调整:将丝杆放置在支撑座上,调整位置使其大致与基准线平行。
注意事项:
支撑座需与基座紧密贴合,避免间隙导致后续偏差;
基准线设置误差需≤0.01mm/1000mm,确保校准准确性。
海威优势体现:
海威机电服务的电子半导体客户中,不少设备要求平行度偏差≤0.005mm/1000mm。针对此类场景,团队会使用激光准直仪协助设置基准线,确保精度;针对普通工业设备客户,会推荐拉线法结合千分表的低成本方案,兼顾精度与效率。依托25年经验,团队能快速确定适合客户场景的基准线设置方式。
二、轴向平行度测量与调整
关键步骤:
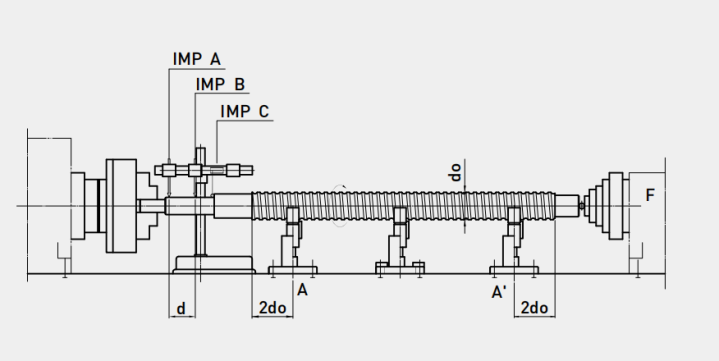
千分表安装:将千分表固定在工作台上,测头接触丝杆圆柱表面(距支撑座100mm处);
轴向移动测量:沿丝杆轴向缓慢移动工作台,记录千分表读数变化(每500mm记录一次);
支撑座调整:若读数偏差超过允许范围(如C3级丝杆≤0.02mm/1000mm),松开支撑座螺栓,用垫片调整高度或位置,重复测量直至偏差达标。
注意事项:
移动工作台时速度需≤5mm/s,避免千分表振动导致读数误差;
调整支撑座时需逐步进行,每次调整量≤0.01mm。
海威优势体现:
海威机电技术团队熟悉HIWIN各型号滚珠丝杆的平行度要求,能为客户提供精准的调整指导。例如,针对SMT设备用丝杆,团队会指导客户将轴向偏差控制在0.01mm/1000mm以内;针对数控机床用丝杆,会推荐对角线调整法,确保支撑座受力均匀。依托公司仓储优势,若客户需要垫片等配件,可快速发货,不延误安装进度。

三、径向平行度测量与调整
关键步骤:
千分表固定:将千分表固定在基座上,测头接触丝杆端面(中心位置);
旋转测量:缓慢旋转丝杆360度,记录千分表最大与最小读数差;
轴承间隙调整:若偏差超过允许范围(如≤0.01mm),调整支撑座内轴承的预紧力或更换轴承,重复测量直至达标。
注意事项:
旋转丝杆时需保持均匀速度,避免卡顿;
轴承预紧力调整需参考HIWIN技术手册,不可过度预紧导致发热。
海威优势体现:
作为HIWIN授权经销商,海威机电能直接获取原厂技术资料,准确掌握轴承预紧力参数。针对径向平行度偏差问题,团队会指导客户调整轴承锁紧螺母的扭矩,或更换匹配的轴承;针对半导体设备客户,会推荐使用高精度角接触球轴承,确保径向平行度符合要求。
四、锁紧与二次验证
关键步骤:
支撑座锁紧:按对角线顺序拧紧支撑座螺栓,扭矩符合设计要求(如M12螺栓扭矩为30N·m);
二次测量:再次测量轴向与径向平行度,确认锁紧后偏差无变化;
记录存档:将平行度测量数据记录在安装报告中,便于后续维护参考。
注意事项:
锁紧螺栓时需逐步增加扭矩,避免一次性拧紧导致支撑座变形;
二次验证不可省略,确保平行度稳定。
海威优势体现:
海威机电技术团队会协助客户完成二次验证,并提供安装报告模板。针对长期合作客户,团队会建立安装档案,便于后续设备维护时参考。例如,新能源领域客户的大型滚珠丝杆安装后,团队会定期回访,检查平行度变化情况,确保设备长期稳定运行。
富豪配资提示:文章来自网络,不代表本站观点。